1. Toleransi kanggo tunyuk saka tingkat tliti beda
Tingkat akurasi tunyuk ora bisa dipilih lan ditemtokake mung miturut tingkat akurasi benang sing bakal ditindakake, Sampeyan uga kudu nimbang:
(1) materi lan atose workpiece kanggo machined;
(2) Peralatan tapping (kayata kahanan alat mesin, gagang alat clamping, dering pendingin, lsp);
(3) Presisi lan kesalahan manufaktur saka tunyuk dhewe.
Contone: ngolah benang 6H, nalika ngolah bagean baja, tunyuk presisi 6H bisa dipilih;Ing Processing saka wesi matak werna abu-abu, amarga diameteripun tengah tunyuk nyandhang luwih cepet, expansion saka bolongan meneng uga cilik, supaya iku cocok kanggo milih 6HX tliti tunyuk, urip bakal luwih apik.
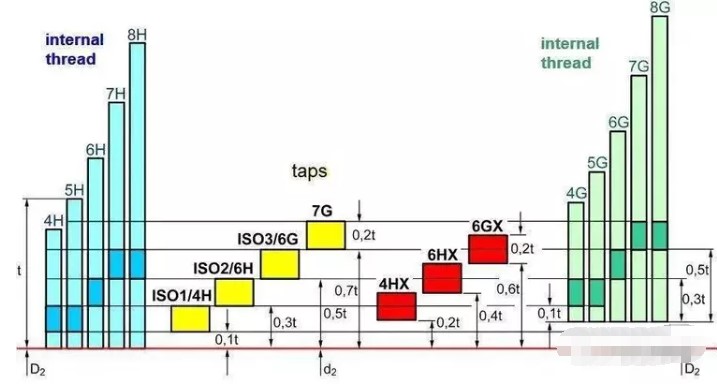
Katrangan babagan presisi keran JIS:
(1) Cutting tap OSG nggunakake sistem presisi OH, beda karo standar ISO, sistem presisi OH bakal meksa jembar kabeh zona toleransi saka watesan paling, saben 0.02mm minangka tingkat akurasi, jenenge OH1, OH2, OH3, etc. ;
(2) OSG tunyuk ekstrusi nggunakake sistem akurasi RH, sistem akurasi RH meksa jembar kabeh zona toleransi kanggo miwiti saka watesan paling, saben 0,0127mm minangka tingkat akurasi, jenenge RH1, RH2, RH3 lan sateruse.
Mulane, nalika nggunakake tunyuk tliti ISO kanggo ngganti tunyuk tliti OH, iku ora bisa mung dianggep sing 6H kira padha karo tingkat OH3 utawa OH4, kang kudu ditemtokake dening konversi, utawa miturut kahanan nyata saka customer.
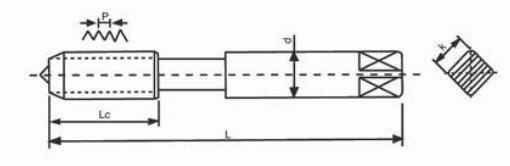
2. Ukuran njaba tunyuk
(1) Saiki, sing paling akeh digunakake yaiku DIN, ANSI, ISO, JIS, lsp;
(2) Pilih dawa total cocok, dawa agul-agul lan ukuran kothak nangani miturut syarat Processing beda utawa kahanan pelanggan;
(3) Interferensi sajrone pangolahan.
3. 6 unsur dhasar pilihan tunyuk
(1) Jinis pangolahan benang, metrik, Inggris, Amerika, lsp;
(2) Jinis bolongan ngisor thread, liwat bolongan utawa bolongan wuta;
(3) Material lan atose saka workpiece kanggo machined;
(4) Ambane benang lengkap saka workpiece lan ambane bolongan ngisor;
(5) Presisi sing dibutuhake dening benang benda kerja;
(6) Wangun standar tap.
Wektu kirim: Oct-31-2023